- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Valdymo vožtuvų „negyvos juostos“ analizė
2022-09-25
Negyvos juostos yra pagrindinė pernelyg didelių procesų nukrypimų priežastis. Valdymo vožtuvai yra pagrindinis prietaisų kilpos negyvos juostos šaltinis dėl įvairių priežasčių, tokių kaip trinties, oro judėjimo, ritės sukimosi, stiprintuvų ar slankiojančių vožtuvų aklavietės.
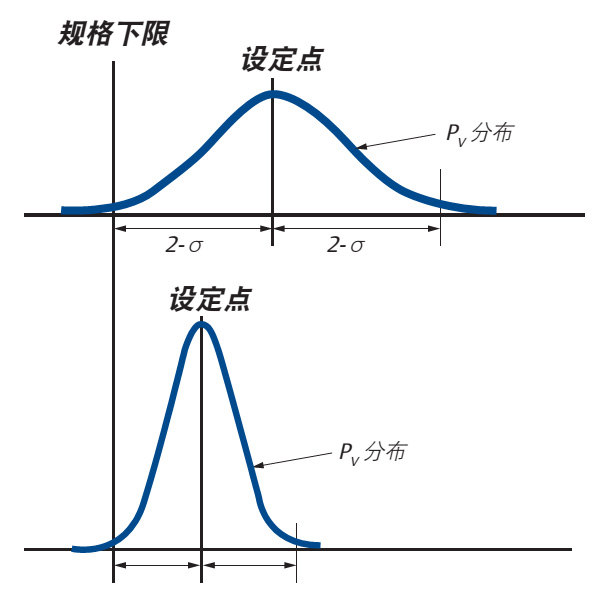
Deadbandis yra dažnas reiškinys ir reiškia valdiklio išvesties vertės diapazoną arba plotį, kuris neleidžia bandomajam proceso kintamajam pasikeisti, kai įvesties signalas keičia kryptį. Kai atsiranda apkrovos sutrikimas, proceso kintamasis nukrypsta nuo nustatyto taško. Šis deVizija ištaisoma valdiklio sugeneruotais korekciniais veiksmais ir grąžinamas į procesą. Tačiau pradinis valdiklio išėjimo pakeitimas negali sukelti atitinkamo korekcinio proceso kintamojo pakeitimo. Atitinkamo proceso kintamojo pasikeitimas įvyks tik tuo atveju, jei valdiklio išvestis pasikeis pakankamai dideliu kiekiu, kad įveiktų aklavietės pokytį.
Jei valdiklio išvestis keičia kryptį, valdiklio signalas turi įveikti negyvąją juostą, kad būtų atliktas korekcinis proceso kintamojo pokytis. Negyvos juostos buvimas procese reiškia, kad valdiklio išvestis turi būti padidinta iki tokio dydžio, kad būtų galima įveikti negyvąją juostą. ir tik tada bus atliekami korekciniai veiksmai.
â Negyvos juostos priežastys
Negyvos juostos priežasčių yra daug, tačiau trintis ir oro judėjimas valdymo vožtuvuose, besisukančių vožtuvų veleno sukimas ir stiprintuvų atramos yra keletas įprastų formų. Kadangi daugumą moduliuojančių valdymo veiksmų sudaro maži signalo pokyčiai (1 % ar mažiau), valdymo vožtuvas su didele neveikiančia juosta gali iš viso nereaguoti į tiek daug mažų signalo pokyčių. Gerai pagamintas vožtuvas turi sugebėti reaguoti į 1% ar mažesnius signalus, kad būtų veiksmingai sumažintas proceso nukrypimo laipsnis. Tačiau neretai vožtuvai turi 5 % ar didesnę aklavietę. Neseniai atlikto gamyklos audito metu buvo nustatyta, kad 30 % vožtuvų yra daugiau nei 4 % negyvos juostos. Daugiau nei 65 % audituotų valdymo kilpų aklavietės buvo didesnės nei 2 %.
● Negyvų juostų poveikis
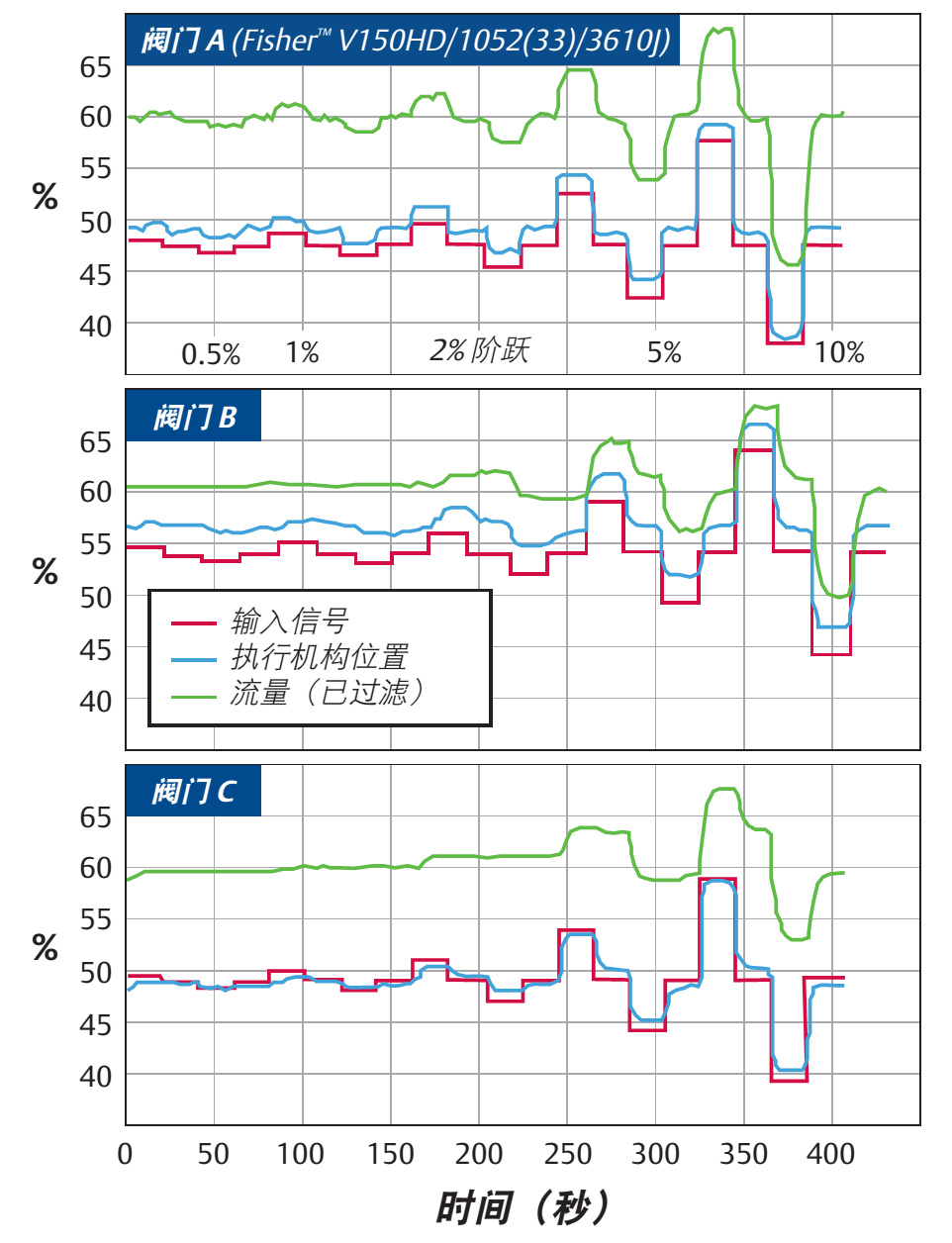
Šis grafikas parodo trijų skirtingų valdymo vožtuvų atviros kilpos bandymą esant nenormalioms proceso sąlygoms. Šie vožtuvai gauna įvairius žingsninius įėjimus nuo 0,5% iki 10%. Žingsnių bandymai skysčių sąlygomis yra būtini, nes šios sąlygos leidžia įvertinti viso valdymo vožtuvo agregato, o ne tik vožtuvo pavaros veikimą, kaip yra daugumos standartinių bandymų atveju.
● Veikimo testai
Kai kurie valdymo vožtuvo veikimo bandymai apsiriboja įvesties signalo palyginimu su pavaros mechanizmo stūmiklio eiga. Tai klaidina, nes neatsižvelgiama į paties vožtuvo veikimą.
Labai svarbu išmatuoti vožtuvo dinaminį našumą skysčio sąlygomis, kad proceso kintamųjų pokyčius būtų galima palyginti su vožtuvo mazgo įvesties signalo pokyčiais. Jei į vožtuvo įvesties signalo pasikeitimą reaguoja tik vožtuvo kotas, šis testas yra mažai reikšmingas, nes proceso nukrypimai nėra pataisyti, jei atitinkamas valdymo kintamasis nepakeičiamas.
Visuose trijuose vožtuvų bandymuose pavaros mechanizmo stūmiklio judėjimas gerai reagavo į įvesties signalo pokyčius. Kita vertus, vožtuvai labai skyrėsi savo gebėjimu keisti srautą, reaguodami į įvesties signalo pasikeitimą.
Vožtuvas A, proceso kintamasis (srauto greitis) gerai reaguoja į net 0,5% įvesties signalą.
Vožtuvas B reikalauja didesnio nei 5 % įvesties signalo pokyčio, kad jis pradėtų gerai reaguoti į kiekvieną įvesties signalo žingsnį.
Vožtuvas C, žymiai blogesnis, reikalauja signalo pokyčio daugiau nei 10%, kad jis pradėtų gerai reaguoti į kiekvieną įvesties signalo žingsnį.
Apskritai, vožtuvų B arba C gebėjimas pagerinti proceso nuokrypį yra labai prastas.
● Trintis
Trintis yra pagrindinė valdymo vožtuvų negyvų juostų priežastis. Sukamieji vožtuvai yra labai jautrūs trinčiai, kurią sukelia didelė sandarinimui reikalinga sėdynės apkrova. Kai kuriems sandariklių tipams, norint gauti uždarymo įvertinimą, reikia didelės sėdynės apkrovos. Dėl didelių trinties jėgų ir mažo pavaros įtempimo standumo vožtuvo velenas sukasi ir negali perduoti judesio valdymo elementui. Dėl to blogai suprojektuotas sukamasis vožtuvas gali turėti didelę aklavietę, kuri aiškiai turi lemiamos įtakos proceso nuokrypio laipsniui.
Gamintojai dažniausiai sutepa sukamųjų vožtuvų sandariklius gamybos proceso metu, tačiau jau po kelių šimtų ciklų tepimo sluoksnis nusidėvi. Be to, slėgio sukeltos apkrovos taip pat gali sukelti sandariklio susidėvėjimą. Dėl to kai kurių tipų vožtuvų trintis gali padidėti 400 % ar daugiau. Tai aiškiai parodo, kad išvados, padarytos apie našumą naudojant standartinių tipų duomenis vožtuvams įvertinti prieš stabilizuojant sukimo momentą, yra klaidinančios. Vožtuvai B ir C rodo, kad šie didesni trinties sukimo momento faktoriai gali turėti neigiamą poveikį valdymo vožtuvo veikimui.
Tarpinės trintis yra pagrindinis netiesioginio eigos valdymo vožtuvų trinties šaltinis. Šių tipų vožtuvuose išmatuota trintis gali labai skirtis priklausomai nuo vožtuvo formos ir sandariklio konfigūracijos.
Dėl šio tarpo judėjimas gali sutrikti, kai prietaisas keičia kryptį. Spragų dažniausiai atsiranda įrenginiuose su įvairia pavarų konfigūracija. Stūmoklinės pavaros yra ypač jautrios aklavietėms dėl tarpo. Kai kurios vožtuvo veleno jungtys taip pat turi problemų dėl aklavietės.
Nors trintį galima žymiai sumažinti naudojant gerą vožtuvo konstrukciją, ją sunku visiškai pašalinti. Gerai suprojektuotas ir pagamintas valdymo vožtuvas turėtų pašalinti aklavietes dėl tarpų. Kad būtų pasiekti optimalūs rezultatai, mažinant proceso nuokrypius, viso vožtuvo mazgo bendra tuščioji erdvė turi būti mažesnė arba lygi 1%, o idealus rezultatas būtų 0,25%.